舵杆与舵叶连接时,要求舵杆中心与舵销中心在同一中心线上。
1.舵杆与舵叶连接时,要求舵销与舵杆同轴度不大于0.30mm,对中采用手工修正舵杆平面的方法来满足要求。舵杆平面手工修正后,要求用平板检验色油接触,应均匀,其每25×25(mm2)面积上不少于2~3点,接触面积大于60%,用0.03mm塞尺检查,应不能插入,如能插入,则深度不大于20mm,且在90%以上周长的范围内应插不进。
2.舵杆与舵叶连接螺孔加工,要求铰孔圆度小于0.01mm,圆柱度小于0.02mm,且无倒锥度。孔表面粗糙度应符合要求。螺栓中心距法兰边缘的距离应不小于螺栓直径的1.2倍。垂直法兰的厚度应等于螺栓直径的90%。
3.精制螺栓加工直径按绞孔尺寸加放0.005~0.015mm过盈量。其螺栓圆度小于0.01mm,圆柱度小于0.02mm,螺栓只能是顺锥,不允许倒锥,螺栓表面粗糙度应符合图样要求。
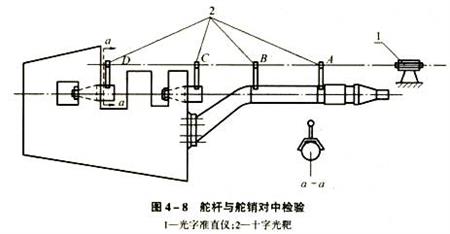
按图所示,将舵叶放置成水平状态,水平仪置于舵销上,要求舵销水平偏差不大于 0.06mm/m。舵销C、D位置上放置光靶架及光靶,靶架上平面用水平仪校准水平,然后在舵杆顶部处放一台光学准直仪,按C、D光靶中心调整光学准直仪中心,使其在C、D中心延长线上,在此基础上,将舵杆与舵叶用临时螺栓连接,连接后在舵杆A、B位置上放置光靶架及光靶(此靶从C、D处移过来),调整舵杆中心,然后用光学准直仪检查A、B两点处中心,要求同轴度不大于0.30mm。
如超过要求时,应用手工修刮舵杆连接平面,修正时用平板为依据,舵杆平面色油接触应均匀,接触面积大于60%。用平板检查,0.03m塞尺应插不进;
舵杆与舵叶的接合面用0.05mm塞尺检查,在90%的周长的范围内应插不进,个别处塞入的深度也不应超过法兰边缘到螺孔距离的1/2。
螺孔和螺栓加工完后,用内、外径千分尺测量其尺寸,要求不允许有倒锥度,圆度、圆柱度应符合要求,螺栓与螺孔配舍应有足够过盈量。
表面粗糙度用目测检查,应符合要求。螺栓加工完成后进行磁粉探伤检查,表面应无裂纹。
测量记录:
①照光时应记录对中同轴度,以及垂直与水平两个方向的数据。
②螺孔与螺栓直径测量记录。
③螺栓无损探伤报告(该报告要提交给验船师,作为产品检验报告之一)。
评论